The global cosmetic contact lens market has witnessed an unprecedented transformation over the past decade. No longer confined solely to corrective vision, premium lenses like the BeautyTone Glow series have evolved into indispensable cosmetic staples. Harnessing advancements in hydrogel material science and micro-precision dye entrapment, today's manufacturing plants are capable of generating lenses that offer both unparalleled aesthetic vibrancy and optimal physiological safety.
Valued at over USD 3.8 Billion in 2023, the color contact lens market is projected to expand at a CAGR of 8.4% through 2030. The growth is fueled by a combination of rapid e-commerce expansion, rising cosmetic consumption in emerging markets, and the strong cultural resonance of cosmetic beauty trends across North America, Europe, and the Asia-Pacific region. As health authorities like the FDA and PMDA enforce tighter controls, B2B procurement professionals must identify manufacturers capable of supplying certified products with full traceability.
The modern consumer demands safety and optical performance alongside vivid aesthetics. This shift has placed high burdens of compliance on factories. Consequently, the leading manufacturers are those utilizing cast-molding automated lines, high oxygen transmissibility polymers (such as Etafilcon A, Ocufilcon D, or new-generation Silicone Hydrogel), and advanced sandwich-printing methodologies that lock color layers between clear polymer backings to safeguard corneal tissues from direct pigment contact.
China has established itself as the epicenter of high-tech contact lens production, driven by strong supply chain infrastructure, automated production technologies, and massive economic scale. Manufacturers in industrial zones like Shenzhen leverage integrated networks of optical material suppliers, printing automation specialists, and certified sterilization facilities. This concentration of capabilities results in unmatched lead times, customizable design runs, and aggressive pricing matrix configurations without sacrificing regulatory compliance.
A premier example of this manufacturing capability is Shenzhen Mio Lenses Co., Ltd., a dominant force in the high-end cosmetic lens manufacturing domain. Catering to global OEM/ODM requirements, Mio Lenses exemplifies the modern digital factory structure. By merging deep expertise in raw material traceability with rigid quality inspection standards, they ensure every contact lens meets strict domestic and international medical device protocols.
The structural advantages offered by leading Chinese suppliers include:
All products generated under these facilities carry valid CE Certification and strictly comply with international ISO 13485 Quality Management Systems for Medical Devices.
Leading global suppliers must integrate various material sciences, manufacturing hardware, and optical engineering elements to produce a high-performance cosmetic lens. Below are the key technological pillars that define a tier-1 supplier facility.
Utilizing double-cladding polymer structures to capture pigments. No ink pigment ever makes contact with the corneal surface, eliminating micro-irritations, pigment decay, and dry-eye symptoms caused by rough printing textures.
Advanced hydrogels embedded with localized moisture vectors. The high water-retention matrix (up to 42% or 58% depending on daily/yearly specifications) prevents protein build-up and maintains optimal oxygen permeation.
Moving away from manual lathe cutting, premium factories employ automated cast-molding systems. Every lens conforms to exact base curve (e.g., 8.5mm - 8.6mm) and diameter targets, ensuring comfortable fitment profiles.
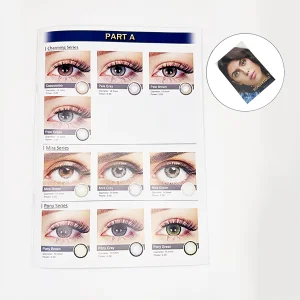
Different markets express distinct purchasing behaviors, demands, and design expectations. Success in the global B2B procurement environment requires a deep understanding of these localized use cases.

The landscape of color contact lenses is shifting toward smart manufacturing. B2B buyers must prepare for two main developments: the integration of smart materials and sustainable production standards.
Firstly, the adoption of Silicone Hydrogel (SiHy) technology in colored lenses is rising. Silicone hydrogels offer significantly higher oxygen permeability compared to traditional HEMA-based hydrogels. This reduces the risk of corneal hypoxia during extended wear. Leading factories are upgrading their polymerization ovens to handle these advanced polymers effectively.
Secondly, environmental sustainability is becoming a major priority. Major global brands now require suppliers to minimize plastic waste, use recyclable blister packaging, and transition to energy-efficient autoclaves and water recycling systems. Choosing a supplier that respects these standards helps future-proof your brand against tightening global environmental regulations.
Procuring medical devices internationally requires strict adherence to validation protocols. To protect your brand from custom delays and quality issues, use this systematic checklist during supplier evaluations.
Request copies of CE registrations, ISO 13485 declarations, and laboratory test reports. Cross-reference the registered manufacturer's name with the certificate holder to confirm authenticity.
Confirm if the supplier offers minor customization (packaging edits, logo prints) or drawing-based customization. Ensure their engineering team can handle structural changes to mold geometry.
Confirm that each manufacturing batch is linked to clear raw material records. Verify that sterilization records can be provided in the event of customer complaints or health audits.
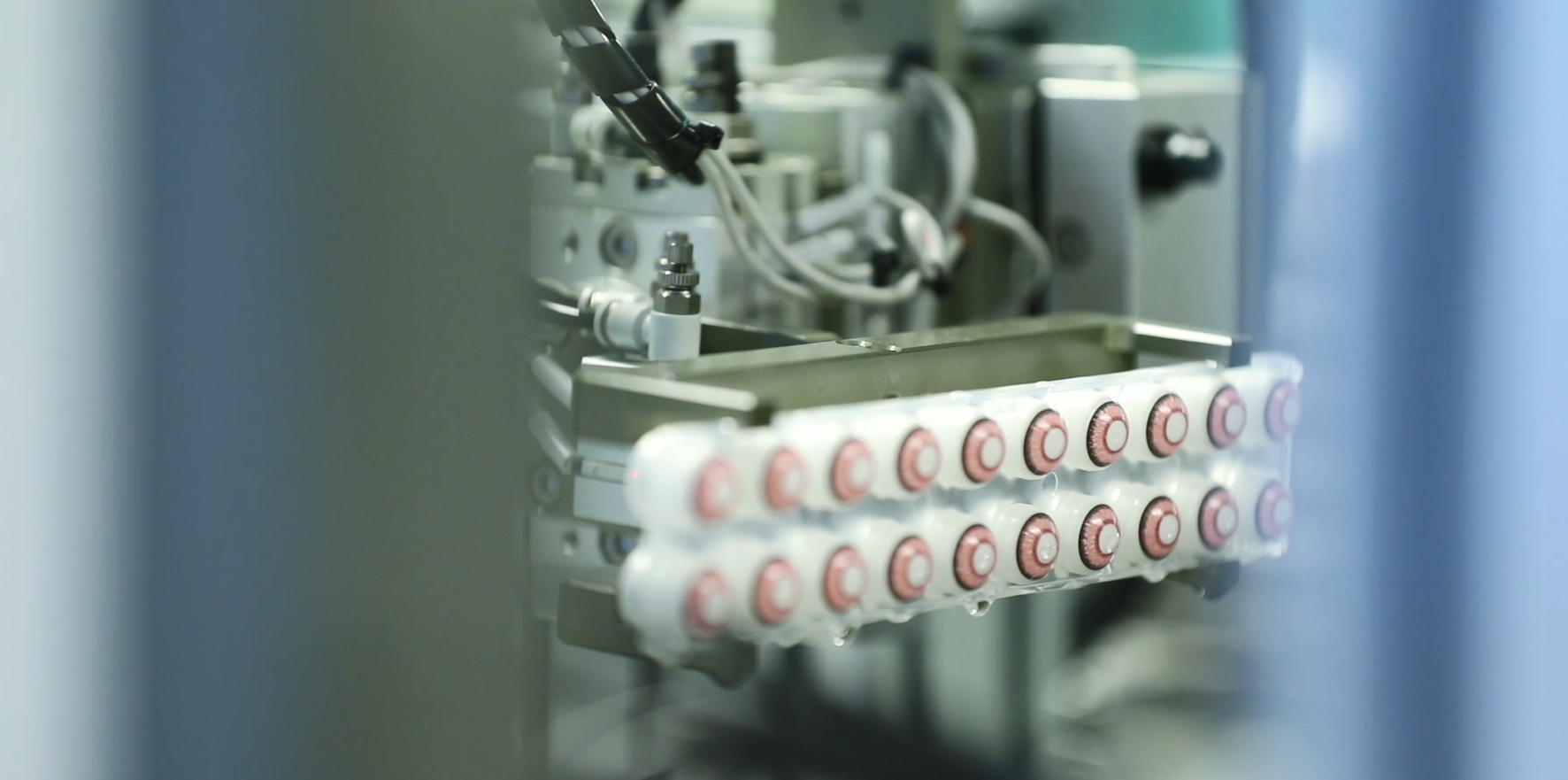
A look inside the production facilities, showing our cleanroom environments, injection molding lines, quality control points, and storage areas.






Our facility ensures that every phase of manufacturing, from monomer mixing to sterilization, is documented. This supports our raw material traceability guarantees and ensures compliance with CE guidelines.
Clear answers to common questions about international shipping, customizations, and quality control.